Table of Contents
- The Complete Guide to Yarn Dyeing Methods: A Strategic Overview for Textile Professionals
- Yarn Dyeing vs. Fabric Dyeing vs. Garment Dyeing: Understanding the Key Differences
- Skein (Hank) Dyeing: The Gold Standard for Quality and Color Penetration
- Process, Advantages, Limitations & Ideal Applications
- Package Dyeing: The Champion of Efficiency and Consistency for Large Batches
- Process, Advantages, Limitations & Ideal Applications
- Space Dyeing & Yarn Printing: Creating Multicolor Effects
- Techniques (Knit-de-knit, Print, Injection) and Applications
- Solution Dyeing (Dope Dyeing): The Ultimate in Color Fastness and Sustainability
- Process, Advantages, Cost Analysis & Future Outlook
- Comparative Analysis: A Data-Driven Decision Matrix for Yarn Dyeing Selection
- Technical & Commercial Comparison Table (Cost, Lead Time, Color Fastness, MOQ, etc.)
- Dye Selection & Chemistry: Matching Dye Classes to Fiber Types
- Reactive, Disperse, Acid, Direct, Vat Dyes – A Quick Reference
- The Business Impact: How Dyeing Choice Affects Cost, Lead Time, and Minimum Order Quantity
- Sustainability and Innovation: Eco-Friendly Dyes, Waterless Technologies, and Digital Solutions
- Conclusion: Building a Strategic Sourcing Plan for Dyed Yarn
- Frequently Asked Questions (FAQs)
The Comprehensive Guide to Yarn Dyeing Types: Processes, Applications, and Strategic Sourcing
1. The Complete Guide to Yarn Dyeing Methods: A Strategic Overview for Textile Professionals
For procurement managers and production heads in textiles, apparel, and related manufacturing, What are the types of yarn dyeing? the choice of yarn dyeing method is far more than a technical detail—it is a core strategic decision. This choice directly impacts product quality, cost structure, lead times, sustainability profile, and ultimately, market competitiveness. Understanding the nuances between different yarn dyeing processes is essential for specifying the right material for the right application, whether it’s for heirloom-quality cashmere sweaters, high-performance activewear, durable carpets, or vibrant plush toys.
This guide provides an in-depth, data-supported analysis of all major yarn dyeing types. We will move beyond simple definitions to explore the operational, commercial, and qualitative implications of each method, empowering you to make informed decisions that align with your production goals and brand values.
2. Yarn Dyeing vs. Fabric Dyeing vs. Garment Dyeing: Understanding the Key Differences
Before diving into yarn dyeing specifics, it’s crucial to position it within the broader textile coloration timeline.
- Yarn Dyeing: Color is applied to the yarn before it is woven or knitted into fabric. This is the focus of our guide.
- Fabric Dyeing (Piece Dyeing): Greige (undyed) fabric is produced first, and then dyed in whole pieces.
- Garment Dyeing: Finished, sewn garments are dyed.
Strategic Implication: Yarn dyeing is typically chosen for products where color consistency, pattern clarity (like stripes, checks, jacquards), and superior color penetration are paramount. It generally offers the best overall color fastness but requires longer lead times and higher minimum order quantities (MOQs) than piece dyeing.
3. Skein (Hank) Dyeing: The Gold Standard for Quality and Color Penetration
Process: Yarn is wound into loose, coiled bundles called “skeins” or “hanks.” These skeins are then immersed in dye baths. The loose structure allows for excellent dye liquor circulation.
Advantages:
- Exceptional Color Penetration & Uniformity: Produces rich, level colors with outstanding clarity.
- Superior Hand Feel: The relaxed process minimizes tension, preserving the yarn’s natural softness and loft. Critical for luxury fibers like cashmere, merino, and mohair.
- Flexibility for Small Batches: Relatively lower MOQs compared to package dyeing.
Limitations:
- Labor and Time-Intensive: Requires manual handling for skeining and de-skeining.
- Higher Cost: The manual process and lower batch speed increase cost.
- Potential for Tangling: Requires careful handling.
Ideal Applications: High-end knitwear (sweaters, scarves), hand-knitting yarns, fancy yarns (bouclé, chenille), and any application where premium hand feel is critical.
4. Package Dyeing: The Champion of Efficiency and Consistency for Large Batches
Process: Yarn is wound onto perforated spools or cones (called “packages”) and stacked onto a vertical spindle in a dyeing machine. Dye liquor is then pumped through the yarn packages under pressure and temperature.
Advantages:
- High Efficiency & Automation: Suitable for very large batches, leading to lower unit costs.
- Excellent Consistency: Automated control of time, temperature, and pressure ensures remarkable batch-to-batch consistency.
- Reduced Labor: Minimal manual handling.
- Good Dye Penetration: The pressurized flow ensures solid dyeing.
Limitations:
- High MOQ: Economical only for large production runs.
- Potential for Yarn Compression: The winding process can compress the yarn, sometimes affecting the final fabric hand.
- Capital Intensive: Requires significant investment in machinery.
Ideal Applications: Large-volume orders for socks, t-shirts, upholstery fabrics, denim (for indigo dyeing of warp yarns), and carpet yarns.
5. Space Dyeing & Yarn Printing: Creating Multicolor Effects
This category is for creating multi-colored, patterned effects along the length of a single strand of yarn.
- Space Dyeing: Intermittent lengths of yarn are dyed different colors. Methods include:
- Knit-de-Knit: Yarn is knitted into a tube, printed/dyed, then unraveled.
- Injection Dyeing: Precise dye injections are made onto specific sections of a moving skein.
- Yarn Printing: Patterns are directly printed onto a sheet of parallel yarns, which are then collected.
Applications: Primarily used to create heather, mélange, or psychedelic effects in finished fabrics without the need for multiple yarn feeds. Common in fashion knitwear, home furnishings, and novelty items.
6. Solution Dyeing (Dope Dyeing): The Ultimate in Color Fastness and Sustainability
Process: Pigments or dyes are added to the chemical polymer solution before it is extruded into synthetic filaments (e.g., polyester, nylon, olefin). The color is inherent to the fiber.
Advantages:
- Unmatched Color Fastness: Extremely resistant to fading from washing, sunlight (UV), chlorine, and abrasion.
- Superior Sustainability: Reduces water consumption by up to 90% and eliminates contaminated dye wastewater compared to traditional methods.
- Consistency & Purity: Eliminates post-production batch variation; produces clean, bright whites and deep blacks.
Limitations:
- High Minimums: Requires massive fiber production runs, making it prohibitive for small orders.
- Color Limitation: Changing colors requires flushing the entire production line, so it’s best for standard, high-volume colors.
- Primarily for Synthetics: Not applicable to natural fibers.
Ideal Applications: Outdoor textiles (awnings, upholstery), automotive interiors, performance athletic wear, geotextiles, and any product requiring maximum fade resistance. A key choice for ESG-focused brands.
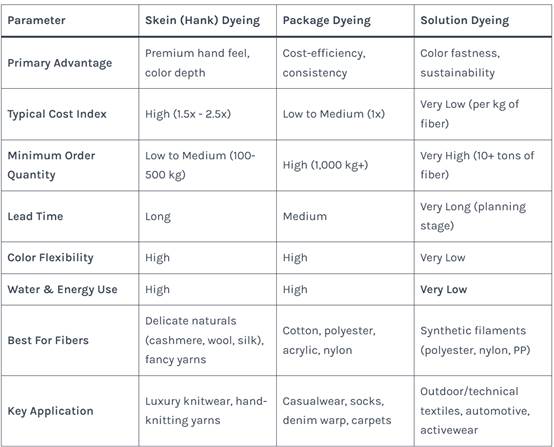
7. Comparative Analysis: A Data-Driven Decision Matrix
8. Dye Selection & Chemistry: A Quick Reference
The dyeing method is only half the equation; the dye chemistry must match the fiber.
- Reactive Dyes: For cellulose (cotton, linen, rayon). Excellent wash-fastness, bright colors.
- Disperse Dyes: For synthetics (polyester, nylon, acetate). Applied under high temperature/pressure.
- Acid Dyes: For protein fibers (wool, silk, nylon). Brilliant colors, good wash-fastness on wool.
- Direct Dyes: For cotton, simple process but poorer wash-fastness (often used for low-cost items).
- Vat Dyes: For cotton (especially denim indigo). Exceptional fastness.
9. The Business Impact: Cost, Lead Time, and MOQ
Your choice directly affects your bottom line and supply chain agility.
- For a Fast-Fashion Basic: Package-dyed cotton/polyester offers the best balance of speed, cost, and adequate quality.
- For a Boutique Wool Scarf: Skein-dyed merino is non-negotiable for quality, despite higher cost and lead time.
- For a Contract Carpet: Solution-dyed nylon is the lifetime cost winner due to its unmatched durability against stains and fading.
10. Sustainability and Innovation
The industry is evolving rapidly:
- Eco-Friendly Dyes: Low-impact reactive dyes, metal-free dyes.
- Waterless/Slow Water Tech: Supercritical CO2 dyeing (for synthetics), foam dyeing.
- Digital Color Matching & On-Demand: Reducing waste from lab dips and small batch feasibility is improving.
11. Conclusion: Building a Strategic Sourcing Plan
There is no single “best” type of yarn dyeing. The optimal choice is a strategic alignment of:
- Product Requirements (hand feel, durability, appearance).
- Fiber Content.
- Order Volume & Budget.
- Lead Time Constraints.
- Brand Sustainability Commitments.
By using the comparative matrix and understanding the core principles of each method, you can engage in knowledgeable discussions with suppliers, optimize your material specifications, and build a more resilient and value-driven supply chain.
12. Frequently Asked Questions (FAQs)
Q1: Which dyeing method gives the most colorfast yarn?
A: Solution dyeing (dope dyeing) provides the highest possible level of colorfastness to washing, light, and abrasion, as the color is part of the fiber itself. For traditionally dyed yarns, package dyeing with appropriate dyes (e.g., vat dyes for cotton) offers excellent fastness.
Q2: Is skein dyeing always more expensive than package dyeing?
A: Yes, on a per-kilogram basis, skein dyeing is consistently more expensive due to its labor-intensive nature and lower batch speeds. However, for luxury products, the premium in hand feel and quality justifies the cost.
Q3: Can you achieve heather colors with package dyeing?
A: Not directly. Heather effects are typically created by space dyeing a single yarn or, more commonly, by blending pre-dyed fibers of different colors before spinning (fiber dyeing/melange spinning). Package-dyed yarns produce solid colors.
Q4: What is the most sustainable yarn dyeing method available today?
A: Solution dyeing is the leader in sustainability for synthetics, drastically reducing water and chemical use. For natural fibers, skein dyeing with certified low-impact dyes and advanced water recycling systems represents a more sustainable choice than conventional processes.
Q5: Why is solution-dyed yarn not common for small fashion collections?
A: The extremely high MOQ at the fiber production stage makes it impractical for small runs. It is designed for commoditized colors in massive volumes. Fashion brands use it for core, seasonless items (like black leggings) but not for seasonal colors.
Q6: What dye should I specify for a 100% polyester yarn used in outdoor cushions?
A: For maximum fade resistance, insist on solution-dyed polyester. If that’s not feasible due to MOQ, specify package dyeing with high-energy disperse dyes and require testing reports for lightfastness (e.g., AATCC Test Method 16) and wash fastness.
Q7: How does yarn dyeing affect the lead time of my fabric order?
A: Significantly. Yarn dyeing adds a substantial step before weaving/knitting. Lead times for dyed yarn can be 4-8 weeks, plus the fabric production time. Always plan your sourcing calendar accordingly and confirm dyeing capacity with your spinner/mill.
Q8: Are there any yarn dyeing methods suitable for creating small batches of custom colors?
A: Skein dyeing is your best bet for custom colors in lower quantities (e.g., 100-200 kg). Some specialized package dyers also offer “mini-lot” services, but setup charges will be higher. Digital dyeing technologies are also emerging to make small batches more economical.